����1������
����80����ԁ������ϙC(j��)е���I(y��)���҇��@������l(f��)չ���e������ע�ܙC(j��)�����a(ch��n)�������_(d��)�f�_(t��i)���ϣ����H�M���ˇ���(n��i)���a(ch��n)����Ҫ��߀�������ڄ�(chu��ng)�R����M���@�N�C(j��)����ݔ����������푑�(y��ng)�����١��������ƾ��Ⱥ��؏�(f��)���ȵļ��g(sh��)Ҫ���a(ch��n)ע�ܙC(j��)��ȫ��������Һ������(d��ng)���Һ�������Ƽ��g(sh��)�����M(j��n)һ����߾��ȣ�����߀�_�l(f��)���^��׃����ģǻ������ע���ٶȡ��ݗU�D(zhu��n)�ٵ��]�h(hu��n)�C(j��)���Ƶ��Һϵ�y(t��ng)���҇����@����Ҳ��������(y��ng)���о��������M(j��n)��90����ԁ����S����������ڭh(hu��n)�����o(h��)�����ܺġ�����й©�ȿ��Ʒ��������(y��n)���Ҫ��(ji��)���ѳɞ�ע�ܙC(j��)�Һϵ�y(t��ng)���о����c(di��n)���齵���ܺģ��¡��յȇ����_�l(f��)��ȫ늚����(d��ng)���Ƶ�ע�ܙC(j��)����Ͷ���Ј����c�Һ������ȣ�Ŀǰ늚����(d��ng)߀���ڟo����(sh��)�F(xi��n)���п��ƣ����y��(sh��)�F(xi��n)�߾��ȵĉ������ƣ���횽�(j��ng)�^���g�D(zhu��n)�Q�b�ò��܌�(sh��)�F(xi��n)ֱ������(d��ng)�Ȳ��㣬�������Һ��������ˇ�(y��n)��������(zh��n)����ˣ��Һ����ϵ�y(t��ng)����ڹ�(ji��)�ܼ��g(sh��)������������(y��ng)�l(f��)չ���ſ��ܱ��ⱻȫ늿ؼ��g(sh��)ȡ����
����2�����a(ch��n)ע�ܙC(j��)�Һ���Ƽ��g(sh��)�F(xi��n)��
����Ŀǰ���a(ch��n)ע�ܙC(j��)��ȫ����(y��ng)�����Һ�������g(sh��)���似�g(sh��)����������ͨ�͵ı����{(di��o)���y�����ٶȣ��������ϵ��ӱ��������Ȍ�(d��o)�y����ϵ�y(t��ng)������ͬ������÷��xԪ����(g��u)�ɵ�ϵ�y(t��ng)��ȣ�ԓϵ�y(t��ng)�m�ɴ��p��Ԫ����(sh��)���������Y(ji��)��(g��u)��������ö����ù��ͣ������^����ʼ�K�����c�������P(gu��n)�������pʧ���e�DZ����^���У��@���ֵ��ܺ�̎�����ֵ���@�ӵ�ϵ�y(t��ng)�ڇ����Ѻ��ٲ��á�
����3��ؓ(f��)�d�Б�(y��ng)ע�ܙC(j��)�Һϵ�y(t��ng)
����ᘌ��y���Һ����ϵ�y(t��ng)�б��^�������pʧ�IJ��㣬����l(f��)չ�ˑ�(y��ng)��׃���ú��Һ�����y�Y(ji��)�ϵ�ؓ(f��)�d�Б�(y��ng)�͵�ע�ܙC(j��)�Һ����ϵ�y(t��ng)��ԭ����D1��ʾ����(zh��)�ЙC(j��)��(g��u)���\(y��n)��(d��ng)�ٶȌ������^������(ji��)���y��������׃������Y(ji��)�ρ����ơ�������(ji��)���y�M(j��n)�����͉�������׃���ÿ��ƙC(j��)��(g��u)���Ȍ�(d��o)�y�ϣ�ͨ�^�@һ������{(di��o)���õ�׃���C(j��)��(g��u)��ʹ��ݔ��������ʼ�K�cؓ(f��)�d��Ҫ�����һ�¡��@�ӾͿ��������ö����üӱ����y���ƴ��ڵ��c�������P(gu��n)�������pʧ��ԓϵ�y(t��ng)���{(di��o)���^���У�������(ji��)���y�M(j��n)���ڃɶ˵ĉ���ֺ㶨���@��ͨ�^������(ji��)���y�������Ϳ������̖�B�m(x��)�������ơ��@һ������ֵһ���1.5-2MPa����(d��ng)ϵ�y(t��ng)�\(y��n)�еĉ����_(d��)�����������yVDB1�����Ƶ��O(sh��)��ֵ��ϵ�y(t��ng)�͏��������Ơ�B(t��i)�D(zhu��n)�Q�鉺�����Ơ�B(t��i)��ϵ�y(t��ng)�Hݔ���S�։�������������������@�N�y�ͱýY(ji��)�ϵķ�ʽ�������_�h(hu��n)Ҳ�����]�h(hu��n)�����iģ�C(j��)��(g��u)��ע���^�̡������Լ��o����(zh��)�ЙC(j��)��(g��u)���\(y��n)��(d��ng)�����˿����ܻ��^���еij�������������������yVDB2���c�����Ȍ�(d��o)�����yһ������@һ������
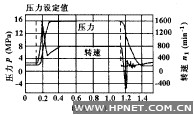
�����D1��ؓ(f��)�d�Б�(y��ng)���Һ����ϵ�y(t��ng)
[1] [2] [3] ��һ�
|

